Die Vielzahl der Einflußgrößen, die bei der Auswahl von Dicht- elementen berücksichtigt werden müssen, wird oft unterschätzt. Die Eigenschaften des Kontaktmediums und die Betriebsbedin- gungen bestimmen wesentlich die Auswahl der Werkstoffe und die konstruktive Gestaltung der Dichtstelle. Die Medienbeständigkeitstabelle (Katalog Nr. 5703 G) gibt Aus- kunft über den chemischen Einfluß eines Mediums gegenüber allen gebräuchlichen Elastomeren. Die Tabelle zeigt für verschie- dene Medien den optimalen Werkstoff. Dieses Kapitel beschreibt die Begriffe, die für die Dichtungs- technik von Bedeutung sind. Nach Kenntnis dieser allgemeinen Begriffe lassen sich Detailfragen schneller beantworten.
Die Abrieb-Ermittlung nach DIN 53516 (Walze mit Schmirgel- bogen bespannt) gibt die Praxis nur ungenügend wieder. Der tatsächliche mechanische Verschleiß ist sehr komplex, so dass die nach DIN 53516 gewonnenen Vergleichsdaten meist wenig aussagefähig sind. Das Abriebverhalten sollte daher durch Tests in der entsprechenden Anwendung ermittelt werden. Werkstoffe mit einer guten Abriebbeständigkeit sind HNBR, NBR, EPDM, CR und FKM. Sehr gut abriebbeständig ist PUR (Polyurethan). Eine relativ geringe Abriebbeständigkeit weisen Silikon- und Fluorsilikon- Qualitäten auf.
Die Alterung drückt sich in der Verschlechterung der Eigenschaf- ten über einen Zeitraum hin aus. Sie ist von der Art der Kaut- schukmoleküle abhängig. Die langen Kettenstrukturen bestehen aus vielen kleineren angebundenen Molekülen. Diese Verbin- dungen und andere Teile der Molekülketten können anfällig für chemische Reaktionen sein. Es bestehen drei Typen solcher Reaktionen, die mit der Alterung zusammenhängen:
Spaltung – die Molekülverbindungen werden abgeschnitten und die Ketten in kleine Segmente unterteilt. Ozon, UV-licht und radioaktive Strahlung verursachen die Spaltung.
Querverbindungen – ein Oxidationsprozeß, wobei zusätzli- che intermolekulare Verbindungen entstehen. Dieser Prozeß führt zur Neubildung von Molekülketten. Hitzeeinwirkung und Sauerstoff begünstigen diese Veränderungen.
Modifikation der Molekül-Nebengruppen – eine Verände- rung in der Randzone einer Molekularstruktur durch chemi- sche Reaktionen. Kontaktmedien Elastomer ein und regen die Veränderung an.Alle Mechanismen, die zur Minderung der Gummieigenschaften führen, werden durch die Umgebung verursacht. Eine Dichtung ist immer (sowohl unter Lager- als auch unter Betriebsbedingungen) Alterungseinflüssen aus- gesetzt. Verschiedene Elastomere weisen unterschiedliche Alterungsbeständigkeiten auf.
Gummiproben werden unter verschärften Bedingungen künstlich in Wärmeschränken gealtert, damit kurzfristig Rückschlüsse auf die natürliche Alterung gezogen werden können. Prüfungen sind in DIN 53508 beschrieben. Die Belastung richtet sich nach dem Basiselastomer und der Beanspruchung in der Praxis: B. NBR
oder 7 Tage bei 70 oder 100°C EPDM 70 Std.
oder 7 Tage bei 100 oder 150°C FKM 70 Std
oder 7 Tage bei 200 oder 250°C VMQ 70 Std.
oder 7 Tage bei 200 oder 250°C NBR
Zum Vergleich vor und nach der Alterung werden gemessen: Härte, Reißfestigkeit, Reißdehnung, Spannungswert (Modul). Je weniger die nach der Alterung ermittelten Werte von den ur- sprünglichen Werten abweichen, um so besser ist die Alterungs- beständigkeit zu beurteilen.
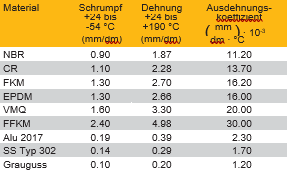
Elastomere besitzen je nach Mischungszusammensetzung ge- genüber Stahl einen um das 10fache größeren Ausdehnungs- koeffizienten. In Grenzbereichen ist es deshalb wichtig, die Größenordnung zu erkennen, wie stark eine Dichtung zusätzlich schrumpft oder bei Wärmedehnung die Anpressung an die Dicht- fläche erhöht. In der Kälte kann sich eine geringe noch zulässige Verpressung verringern und dadurch zur Undichtheit führen. Diese Änderun- gen lassen sich bei der Nutauslegung berücksichtigen. Beim dynamischen Einsatz und der sich einstellenden Betriebs- temperatur kann sich infolge Wärmedehnung die Reibung erhö- hen (auf Wärmeabfuhr achten!).Werden Hochleistungselastomere wie FFKM bei Temperaturen über 200°C eingesetzt, so ist die Wärmeausdehnung bei der Nutauslegung besonders zu beachten. Bei Erwärmung auf 300°C kann die Volumenausdehnung bis 30% erreichen. Kann die Dichtung diese Wärmeausdehnung nicht durchführen, treten hohe Spannungen auf, die zur Schädigung von Dichtung und angrenzenden Bauteilen führen können.
Der Druckverformungsrest (DVR, engl. Compression Set) be- zeichnet die bleibende Formänderung einer unter bestimmten Bedingungen verformten Normprobe oder eines Fertigteils nach ihrer Entlastung. Im allgemeinen gilt: je besser der Druckverformungsrest, d. h. je geringer die bleibende Verformung (in %, bezogen auf die Verformung der Probe, des Knopfes, des Querschnittes), um so höher wird die Qualität beurteilt. Der Compression Set ist abhängig vom Elastomertyp, dem Mi- schungsaufbau, den Verarbeitungsbedingungen, der Prüftemperatur und Prüfzeit, der Verformung in %, der Probendicke und dem Prüfmedium. Die Prüfung erfolgt nach DIN ISO 815 oder ASTM D 395 Me- thode B, nach einer Verpressung von 25%, durch Lagerung im Wärmeschrank in Luft (Bild 6.1). Eine Prüfung im Medium (Öl, Dampf usw.) zeigt Werte, die die Einwirkung (Quellung, Schrumpf) des Kontaktmediums zusätzlich beinhaltet. Die Kälteflexibilität und das elastische Verhalten bei tiefen Tem- peraturen läßt sich durch diese Prüfung ebenfalls beurteilen. Zur Ermittlung einer aussagefähigen Kurve werden die Proben nach obiger Prüfungsmethode verpreßt, schrittweise eingefroren und bei der jeweiligen Prüftemperatur entspannt gemessen.
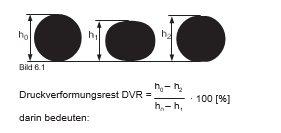
h0 = O-Ring-Querschnitt oder ursprüngliche Höhe der Probe- körper;
h1 = Höhe der Probekörper in verformtem Zustand und
h2 = Höhe der Probekörper nach Entspannung von bestimmter Dauer.
Die Abhängigkeit der Prüfwerte von Ring-Querschnitt und pro- zentualer Verpressung zeigen die Bilder 6.2 und 6.3.
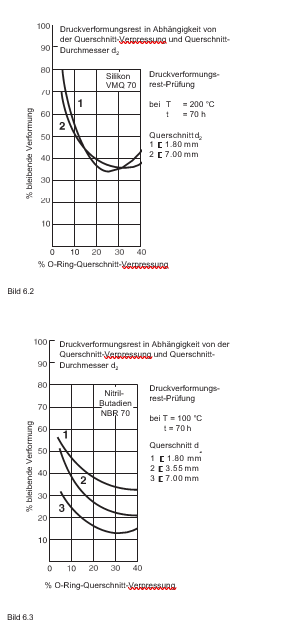
An den geprüften Elastomeren ist festzustellen, dass der Druck- verformungsrest bei NBR-Werkstoffen (Bild 6.3) stärker vom Querschnitt (Probendicke) abhängt als z. B. bei Silikonwerkstof- fen (Bild 6.2). Gut sichtbar ist auch der Verlauf der Kurven, wobei die günstigste bleibende Verformung im Bereich von 25 bis 30% Verpressung liegt.
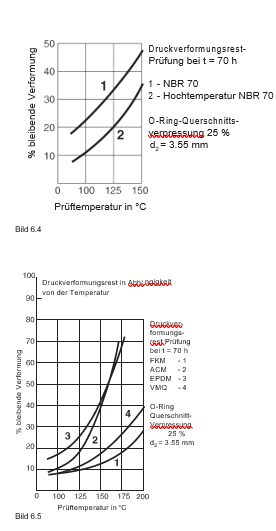
Der Temperatureinfluß auf das Prüfergebnis wird weitgehend von der Elastomerbasis und der damit verbundenen Tempera- turbelastbarkeit abhängen. Die Alterung und das Nachlassen der elastischen Gummieigenschaften setzt bei höherer Prüftempera- tur (und längerer Prüfzeit) ein.
Am Beispiel NBR wirkt sich die Qualitätsverbesserung zu einem Hochtemperatur NBR 70“ deutlich im niedrigen Prozentsatz der bleibenden Verformung aus (Bild 6.4).Für andere Elastomere zeigt Bild 6.5 den Temperatureinfluß. Auffallend ist die geringe bleibende Verformung bei FKM und VMQ. Dem Kurvenverlauf nach zu urteilen wird deutlich, dass beide Werkstoffe Temperatu- ren vertragen, die über 200°C hinausgehen. Erinnert man sich aber an das Kontaktmedium – heiße Luft -, fällt der steile Anstieg der EPDM-Kurve Nr. 3 auf. EPDM ist in heißer Luft bis ca. 150°C beständig – in dem eigentlichen Anwendungs- Medium, Dampf und Heißwasser, würde der Compression Set in Dampf mit geringerer bleibender Verformung gemessen werden. Umgekehrt gilt für FKM und VMQ im Prüfmedium Dampf eine drastische Verschlechterung der Werte.Den hier aufgeführten Diagrammen in Bild 6.2 bis 6.5 liegen Prüfungen über eine Zeitdauer von 70 Stunden zugrunde. Ist die Prüfzeit kürzer (z. B. 22 h), so ergeben sich geringere bleibende Verformungen, dagegen führen längere Prüfzeiten (z. B. 168 h) zu höheren bleibenden Verformungen. Meßergebnisse von Compression Set Prüfungen sind nur dann vergleichbar, wenn Prüfmethoden, Probendicken, Verpressungen, Prüftemperatu- ren, Prüfzeiten und Kontaktmedien übereinstimmen. Meßergebnisse lassen in gewissem Umfang Rückschlüsse über das Verhalten der Dichtung in der Anwendung zu. Ohne Kennt- nis der genauen Anwendungsbedingungen läßt sich keine Aussage über die Auswirkungen des Druckverformungsrestes in der Anwendung machen, da z. B. Dichtungen mit 90% bleibender Verformung noch dicht sein können, während unter bestimmten Betriebsbedingungen bereits 60% Druckverformungsrest zum Ausfall führen können.
Die Dichtheit einer O-Ring-Abdichtung wird nach DIN 3770 (er- setzt durch DIN 3771) wie folgt beschrieben:
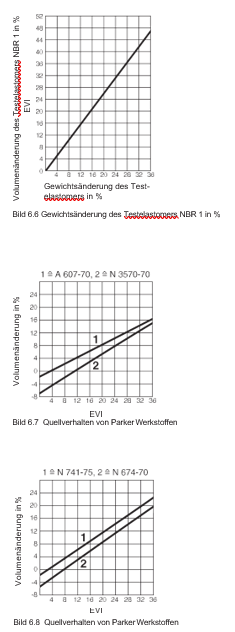
Die Einwirkung des Mediums auf Elastomere kann vom Schrumpfen über leichtes Quellen bis zur völligen Auflösung rei- chen. Jede solche Volumenänderung zieht Veränderungen der mechanischen Eigenschaften wie Härte, Elastizität und Bruch- dehnung nach sich, was bis zum völligen Versagen der Dichtung führen kann. Dabei ist zu beachten, dass sich diese Einwirkun- gen bei höheren Temperaturen beschleunigen können. Bei den Mineralölen führt man diese Vorgänge auf zwei ge- gensätzliche Reaktionen zwischen dem Dichtungswerkstoff und dem Öl zurück: einmal diffundiert das Öl in den Gummi, wodurch dieser bis zu einem werkstoffspezifischen Grenzwert quillt, d. h. sein Volumen vergrößert sich. Werden dagegen Zusätze der. Elastomere wie Weichmacher, Alterungsschutzmittel u. ä. durch das Öl aus dem Werkstoff gelöst, dann schrumpft er. Beide Vor- gänge können sich überlagern. Diese Einwirkungen hängen nicht nur von der Zusammenset- zung der Elastomere, sondern auch von der Druckflüssigkeit ab. Ein NBR-Elastomer hat einen Acryl-Nitril-Gehalt (ACN) zwischen 15 und 50%. Je höher der ACN-Gehalt, desto besser die Ölbeständigkeit. Medienseitig bewirken aromatische Verbin- dungen (z. B. Benzol) eine größere Quellung am Elastomer als gesättigte aliphatische, zu denen die Paraffine (z. B. Methan) zählen. Paraffinische Grundöle verursachen auch bei niedrigem ACN-Gehalt nur geringe Quellungen. Naphtenbasische Grund- öle rufen bei vielen Elastomeren, darunter auch NBR, stärkere Quellung hervor. Hier ist ein höherer ACN-Gehalt erforderlich. Um die richtige Wahl ohne großen Laboraufwand zu ermögli- chen, wurde von uns der Elastomer-Verträglichkeits-Index (EVI) geschaffen. Umfangreiche Untersuchungen haben ergeben, dass zwischen der Volumenänderung von Eastomeren aus NBR, ACM, FKM und CR sowie dem EVI ein linearer Zusammenhang besteht, so dass mit Hilfe des EVI die Volumenänderung dieser Elastomere vorausgesagt werden kann. Ist der EVI eines Öles bekannt (Tabelle 6.2), dann ist man in der Lage, die maximale Volumenänderung aller Werkstoffe in dem betreffenden Öl vor- auszusagen, von denen man EVI-Kennlinien entsprechend den Bildern 6.7 und 6.8 besitzt. Daraus ersieht man, ob der vorge- sehene Werkstoff zu dem vorhandenen Öl paßt. Diese Vorge- hensweise wurde unter unserer Mitarbeit in einer internationalen Norm ISO 6072 festgeschrieben.
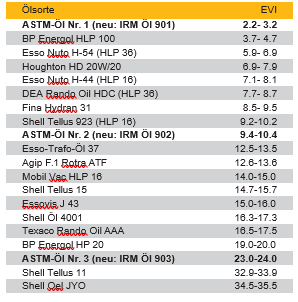
Auf Wunsch ermitteln wir für unsere Kunden EVI-Werte anderer Öle. Man kann jedoch den EVI auch selbst bestimmen. Dazu stellt man die prozentuale Gewichtsänderung des Testwerk- stoffs, z. B. NBR 1 nach ISO 6072 in dem vorgesehenen Öl fest, indem man den Testkörper 168 Stunden lang in dem Öl bei 100°C lagert. Aus dem Gewicht vor und nach dieser Einwirkzeit erhält man die Gewichtsänderung, mit deren Hilfe man über Bild 6.6 den EVI dieses Öles ermittelt.
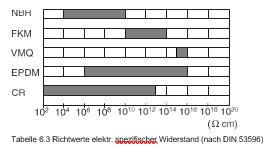
Elastomere können je nach Verwendungsart ein guter Isolator, ein Halbleiter oder elektrisch leitend sein. Die Kautschuktype und die Werkstoffzusammensetzung (z. B. elektrisch leitender Ruß) richten sich nach den elektrischen Anforderungen.
Auswahl nach:
Es kommt manchmal vor, dass Metalloberflächen im Kontaktbe- reich mit Elastomeren korrodieren. Unter Korrosion versteht man die Zerstörung eines Metalls durch chemische Einflüsse. Nach der Erscheinungsform unterscheidet man ebenmäßige Korro- sion, Lochfraß, Spaltkorrosion, Korngrenz- oder interkristalline Korrosion. Die Korrosionserscheinung an Metallen durch Kontakt mit Elas- tomerteilen kann verschiedene Ursachen haben:
6.10.1 Korrosion durch freien Schwefel
Manche Gummiqualitäten werden bei ihrer Herstellung mit ele- mentarem Schwefel in Verbindung mit Vulkanisationsbeschleunigern vulkanisiert. Dabei bildet der größte Teil des eingesetzten Schwefels stabile Vernetzungsbrü- cken zwischen den Kautschukmolekülen. Dieser gebundene Schwefel läßt sich nicht aus dem Gummi extrahieren. Ein ge- ringer Teil bleibt jedoch immer als freier bzw. ungebundener Schwefel übrig. Der freie Schwefel kann sich mit vielen in Kontakt stehenden Me- tallen bzw. Legierungen (z. B. Silber, Kupfer, Blei) unter Bildung von Metallsulfiden chemisch binden, wodurch Verfärbungen und Korrosionsschäden entstehen. Außerdem kann die Reaktion zwischen Metall und Schwefel zu Funktionsstörungen führen, wenn beispielsweise Dichtungen für bewegte Maschinenteile nach längerem Stillstand bei Wiederaufnahme des Betriebs zum Kleben neigen. Um Korrosionsschäden oder Funktionsstörun- gen dieser Art zu vermeiden, empfiehlt es sich, nur schwefel- freie Gummiqualitäten einzusetzen.
Chlorhaltige Elastomere wie z. B. CR, ECO, CO und teilwei- se ACM können beim praktischen Gebrauch durch erhöhte Temperaturen oder Umwelteinflüsse Salzsäure abspalten und somit eine Korrosion in Kontakt stehender Metalle verursachen. Richtig aufgebaute Kautschukmischungen enthalten geeignete Stabilisatoren (z. B. Metalloxide), um entstehende Salzsäure aufzufangen. Salzsäure kann ebenfalls bei anderen chlorfreien Elastomertypen wie z. B. SBR, NR usw. entstehen, wenn diese organische Chlorverbindungen wie Chlorparaffin (ein Flammschutzmittel) enthalten.
Die Bildung kleiner galvanischer Elemente (Lokalelemente) ist eine der Hauptursachen der Korrosion von Metallen. Ein galvani- sches Element entsteht durch Berührung zweier verschieden ed- ler Metalle. Voraussetzung für die elektrochemischen Vorgänge ist eine stromleitende Flüssigkeit, eine Elektrolytlösung. Legierungen, die aus einem Gefüge von Körnern verschiedener Zusammensetzung bestehen, können durch Korngrenz- oder interkristalline Korrosion zerstört werden, wenn die verschie- denen Körner Lokalelemente bilden. Wenn nun eine elektrochemische Korrosion bevorzugt im Be- reich von Gummiteilen (z. B. Dichtungen) in Erscheinung tritt, so besagt das nicht, dass die Gummizusammensetzung immer schuld daran ist. Inwieweit ein Zusammenhang zwischen der elektrochemischen Korrosion und dem Kontaktpartner Gummi besteht, läßt sich schwer beantworten. Es ist anzunehmen, dass sich zwischen Gummi und Metall Kondenswasser ansammelt, das in Verbin- dung mit anderen Ablagerungen eine elektrochemische Korro- sion auslöst. Dabei spielen die Art der Metall-Legierung, Ober- flächenrauhigkeit, Metallgefüge, Temperatur und Luftfeuchtigkeit eine wesentliche Rolle.
Alle Elastomere erlauben Gasen, unter Druck in das Material einzudringen, hindurchzuwandern und auf der drucklosen Seite aus dem Material zu entweichen. Die Permeabilitätsrate ist von der Gasart, dem Basiselastomer, der Temperatur und dem Druck abhängig. Die Permeabilität ist z. B. in der Vakuum- und Gas- Technik von Bedeutung (siehe Kapitel 7.12).
Berechnung der Leckrate Die Leckrate durch eine O-Ring-Abdichtung läßt sich dann annähernd bestimmen, wenn für das bestimmte Elastomer die Gasdurchlässigkeit bei der Betriebstemperatur bekannt ist. In der Tabelle 6.4 sind einige Gase mit ihren Gasdurchlässigkeits- koeffizienten aufgeführt.
.png)
Diese Annahmen sind:

Leckrate als Summe von:


Unter Härte versteht man den Widerstand eines Körpers gegen das Eindringen eines härteren Körpers bestimmter Form bei de- finierter Druckkraft in einer bestimmten Zeit. Sie wird nach Shore oder IRHD (International Rubber Hardness Degree oder Inter- nationale Gummihärtegrade) gemessen. Vergleichbare Werte sind an Normproben ermittelt und in Grad Shore A angegeben. Für Messungen am Fertigteil verwendet man meist die IRHD- Messung. Die Härtewerte am Fertigteil weichen von denen an Normproben ab, weil die Teildicke, gekrümmte Oberflächen oder am Rand gemessene Werte nicht vergleichbar und die Meßver- fahren unterschiedlich sind.
Die Härteprüfung erfolgt nach:
Das weichere O-Ring-Material wird sich leichter der Oberflä- chenstruktur anpassen und in die mikrofeinen Vertiefungen der Oberfläche einfließen. Dieses Verhalten ist um so wichtiger bei geringem Systemdruck, weil die zusätzliche Anpressung durch den Druck ausbleibt. Deshalb werden O-Ringe aus weicheren Werkstoffen in Niederdrucksystemen empfohlen, da die Dicht- wirkung gegenüber härteren Materialien besser ist. Für Anwendungen, bei denen die Verformungskraft wichtig ist, helfen die Bilder 6.25 bis 6.29 in Kapitel 6.22. In Abhängigkeit von der Werkstoffhärte wird die Kraft angegeben, die für eine entsprechende Verformung aufgebracht werden muß. Dies gilt bei großen O-Ringen, für deren Einbau hohe Montagekräfte notwendig sein können oder bei Verwendung von Konstruktions- elementen aus Kunststoffen, die eine geringere mechanische Festigkeit als Metalle haben. Die Rückfederungskräfte der O-Ringe können dabei zu Strukturverzerrungen und zur Verfor- mung der Konstruktionselemente führen. Bei bewegten Anwendungen ist die O-Ring-Härte noch wichtiger. Im allgemeinen gilt bei gleicher Nuttiefe, dass ein härterer Werk- stoff eine höhere Losbrech- und Laufreibung aufweist. Der härte- re Werkstoff hat aber einen geringeren Reibungskoeffizienten. Härtere Werkstoffe haben einen höheren Widerstand gegen Spaltextrusion. In Systemen mit höheren Drücken werden des- halb bei Flanschdichtungen O-Ringe aus härteren Werkstoffen, bei Kolben- oder Stangendichtungen Parbak®-Stützringe ver- wendet, um die Spalteinwanderung des O-Rings zu verhindern.
Joule-Effekt Wird ein freihängender Gummistreifen mit einem Gewicht belas- tet und dann erwärmt, zieht er sich wider Erwarten zusammen und hebt das Gewicht an. Dagegen dehnt sich der unbelastete Gummistreifen bei Erwärmung in Übereinstimmung mit seinem Ausdehnungskoeffizienten aus. Dieses Phänomen wird als Joule-Effekt bezeichnet, der nur eintritt, wenn Gummi zuerst gedehnt und dann erwärmt wird.
Beispiel: O-Ring als Wellendichtung. Verwendet man O-Ringe
mit einem kleineren Innendurchmesser als der Wellendurchmes- ser, so steht der O-Ring unter Spannung. Der Ring erwärmt sich durch die Reibung und zieht sich zusammen. Die Folge ist eine noch höhere Reibung und ansteigende Temperatur. Der Ausfall zeigt sich durch eine verhärtete und brüchige O-Ring-Oberflä- che. Für die Praxis bedeutet das, dass größere O-Ringe mit einer kontrollierbaren Verpressung und einem Innendurchmesser, der 1 bis 3% größer als der Wellendurchmesser ist, verwendet werden sollen, wobei die Nut im Außenteil den O-Ring gestaucht verpreßt.
Sachgemäß gelagerte Gummierzeugnisse behalten viele Jahre – ohne nennenswerte Veränderungen – ihre Eigen- schaften. Ungünstige Lagerbedingungen führen dagegen sehr früh zur Unbrauchbarkeit der Dichtungen.
Lagerbedingungen Für die Lagerung, Reinigung und Wartung von Gummiartikeln gelten die Normen DIN 7716 und ISO 2230. Auszug der wichtigs- ten Bedingungen für zweckdienliche Lagerräume:
Bei der Lagerung von Geräten mit eingebauten Gummiteilen sollen nur Konservierungsmittel verwendet werden, die mit Elastomeren verträglich sind.
Lagerzeit Ein entscheidendes Kriterium für die Dauer der Lagerung von Elastomeren ist der Zeitpunkt, zu dem das Elastomererzeugnis vulkanisiert wurde. Parker vermerkt das Herstelldatum auf den Verpackungsbeuteln. „1Q03“ steht für im ersten Quartal 2003 gefertigte Teile. Generell sollten Elastomer-Artikel vor dem Einbau auf Ihren ordnungsgemäßen Zustand überprüft werden. Negative Ver- änderungen durch falsche Lagerhaltung können meist visuell überprüft werden. Hauptmerkmale bei dieser Sichtprüfung sind: Verschmutzung, Rissbildung, Verhärtung, Erweichung, Klebrig- keit und Verfärbung. Für kritische oder sicherheitsrelevante Anwendungen schlagen wir die Anlehnung an die Luft- und Raumfahrt Norm DIN 9088 vor. Diese empfiehlt eine maximale Lagerzeit von 52 Quartalen. Sie kann nach Überprüfung der Teile auf o.g. Merkmale verlän- gert werden. Die Labors der Parker Dichtungswerke bieten dem Anwender diese Untersuchungen als Dienstleistung an. Die Lagerzeit endet mit dem Einbau.
Reinigung Die Reinigung von Gummierzeugnissen sollte mit einem sau- beren Tuch und handwarmem Wasser vorgenommen werden. Benzin, Benzol, Terpentin u.ä. sind nicht geeignet. Die Produkte dürfen nicht mit scharfkantigen oder spitzen Gegenständen, wie, Drahtbürsten, Schleifpapier, usw., in Verbindung gebracht werden. Das Trocknen von Gummiwaren in der Nähe von Heiz- körpern ist nicht zu empfehlen.
Wird ein O-Ring gedehnt, bleibt sein Querschnitt nicht kreisrund, sondern flacht sich zu einer Ellipse ab. In kritischen Anwendun- gen soll die Änderung der Schnurstärke beachtet werden, weil dadurch die diametrale Verformung des O-Rings verringert wird. Konstruktiv wird die Korrektur in der Nuttiefe t oder h berück- sichtigt.

Die Lebensdauer eines Dichtelements wird unter anderem auch entscheidend von der Güte der Oberfläche des Gleitpartners der Dichtung bzw. des Nutgrundes beeinflußt. Man unterscheidet bei den Rauhigkeitswerten für abzudichtende Flächen nach ruhenden und bewegten Flächen. Im Kapitel 2 sind zu jeder Einbauart die Oberflächen bzw. Rauhtiefen angegeben. Eine technische Oberfläche ist nie in ihre ideale Form zu bringen. Sie setzt sich vielmehr aus einer Reihe von Gestaltsabweichungen zusammen, die von der Formabweichung (1. Ordnung nach DIN 4760) über die Welligkeit (2. Ordnung) bis zu den verschiedenen Rauheiten (2. bis 5. Ordnung) reichen (Bild 6.13) und die sich gegenseitig überlagern. Zur Erfassung der Oberflächenrauhigkeit benutzt man über- wiegend auch die Maße Rt und Ra (Bild 6.14 Rauheitsbegriffe). Dabei ist Rt der senkrechte Abstand zwischen dem höchsten und tiefsten Punkt des Rauheitsprofils entlang einer Meßstrecke Im. An seine Stelle tritt zunehmend die maximaie Rauhtiefe Rmax. Sie ist die größte Rauhtiefe in einer von fünf aufeinanderfolgenden Einzelmeßstrecken Ie. Im Bild 6.14 ist dies die Rauhtiefe Z4=Rmax. Hierbei wird durch Rmax nicht mehr unbedingt die absolut höchste Rauheitsspitze erfaßt, wie das bei Rt stets der Fall ist. Der Mittenrauhwert Ra ist das arithmetische Mittel der Absolut- beträge aller Rauheiten innerhalb einer Meßstrecke Im. Er wird häufig durch die gemittelte Rauhtiefe Rz ersetzt, die den Mittel- wert aus den Rauhtiefen von fünf aufeinanderfolgenden Einzel- meßstrecken Ie angibt. Für die Ermittlung von Rz bei gegebenem Ra und umgekehrt dient das Diagramm in Bild 6.15 aus dem Beiblatt 1 zu DIN 4768 Teil 1. Wird hiernach der Rz-Wert nach der oberen Grenze des Streubereichs festgelegt, kann angenommen werden, dass der vorgeschriebene Ra -Wert nicht überschritten wird.Entsprechend wird für einen vorgeschriebenen Rz-Wert die untere Grenzlinie benutzt. Schließlich wird häufig noch die Glättungstiefe Rp benutzt. Sie ist der senkrechte Abstand zwischen dem höchsten Punkt und der Mittellinie eines Rauheitsprofils.



Für die Beurteilung der Eignung der Oberflächenrauheit einer Gegenfläche für Dichtheit und Verschleiß einer Dichtung sagt die Rt wenig aus, wie Tabelle 6.6 anhand von verschiedenen idealisierten Profilausschnitten zeigt, die alle den gleichen Rt- Wert aufweisen. Auch Ra allein hilft nicht weiter, wenn so gegen- sätzliche Profile wie Nr. 6 und 7 den gleichen Ra-Wert haben. Es muß vielmehr stets der Rp-Wert bzw. der Traganteil tp mit herangezogen werden. Dabei sind die Anforderungen an die jeweils ruhende Dichtflä- che mit Rt ≤ 6.3 µm (alt: QQQ Rauheit DIN 3141; neu: ÖRt6,3 Rauheit DIN IS0 1302) geringer als die an bewegten Flächen. Hier wird heute von Dichtungsherstellern ein Rt ≤ 2,5 µm (Ra = 0,25 bis 0,5 µm; alt: QQQ Rauheit DIN 3141; neu: ÖRt2,5 Rauheit DIN ISO 1302) toleriert, wenn der Traganteil über 50% bzw. die Glättungstiefe Rp unter 50% liegen. Diese Einschrän- kung wird häufig nicht beachtet. Sie ist jedoch sehr wichtig, da Oberflächen mit geringem Traganteil in der Regel „offene“ Profile mit scharfen Kanten sind, auf die Elastomere besonders ungüns- tig reagieren (z. B. die Nr. 2 und 6 in Tabelle 6.6). Diese offenen Profile entstehen bei zerspanenden Verfahren wie Schleifen oder Honen, während umformende Verfahren wie Rollieren, Zie- hen oder Hämmern meist einen hohen Traganteil ergeben.

Dabei werden, wie Bild 6.16 erkennen läßt, die von der Vorbear- beitung eventuell vorhandenen Profilspitzen eingeebnet, wobei es keine für die Dichtung besonders schädlichen Ausreißer nach oben mehr gibt. Dafür bilden die zurückbleibenden Pro- filvertiefungen Schmiertaschen, die die Schmierverhältnisse im Dichtspalt verbessern. Bei der praktischen Anwendung aller dieser Werte muß sicher- gestellt sein, dass die auf einer sehr kleinen Länge gemessenen Rauheitswerte auch für die gesamte Fläche gelten. Darüber hinaus müssen – zumindest für Oberflächenvergleiche – die Be- zugslängen angegeben werden, da sich sonst unterschiedliche Profilhöhen ergeben.
O-Ringe liegen durch die Rückfederung aufgrund der diametra- len Verpressung – zusätzlich überlagert durch den Systemdruck an den abzudichtenden Flächen an. Werden diese relativ zu- einander bewegt, entsteht eine Reibung, die zwei Folgen hat: einmal verursacht sie Verschleiß und zum anderen verringert die zu ihrer Überwindung erforderliche Kraft die Nutzkraft eines Zylinders.
Bei bewegten Teilen muß man zwischen der Haftreibung, die bei Beginn der Bewegung zu überwinden ist, und der Gleitreibung während der Bewegung unterscheiden. Das Problem der Haft- reibung wirkt sich besonders bei oszillierender Bewegung wie in Zylindern aus. Die Gleitreibung von Dichtungen hängt von einer Vielzahl von Faktoren ab, deren zahlenmäßige Erfassung im einzelnen prak- tisch unmöglich ist, zumal die wenigsten exakt reproduzierbar sind. Das ist auch der Grund, weshalb es schwer ist, für einzelne Produkte Angaben über die zu erwartende Reibung zu machen. Die wichtigsten dieser Faktoren sind:
Bezogen auf die Dichtung:
Bezogen auf die Druckflüssigkeit:
Bezogen auf die Arbeitsbedingungen:
Die meisten dieser Faktoren wirken nicht nur für sich allein, sondern sie kumulieren ihre Wirkung durch die Überlagerung mit anderen Einflüssen. Bei der Bewegung einer Dichtfläche durchläuft die Dichtung zwei Reibungszustände: Zu Beginn der Bewegung aus der Ruhe besteht meist Grenzreibung (überwiegende Festkörperreibung mit nur wenig Schmierfeidern, µ ca. 0,3). Dann folgt ein breiter Bereich der Mischreibung, in dem der Reibbeiwert µ um so mehr sinkt, je geringer die Zahl der direkten Berührungsflächen der beiden Körper wird (Bild 6.17). Hier kann µ bis auf Werte von 0,06 bis 0,08 abfallen. Den Bereich der reinen hydrodynami- schen Reibung kann man mit Dichtungen nur selten erreichen. Hier nehmen auch die Leckverluste wegen des durchgehenden Schmierfilms stark. Dichten gegen Flüssigkeiten Der Werkstoff beeinflußt die Reibung über seine Gleiteigen- schaften, die sehr unterschiedlich sein können, und über seine Härte, die sich auf die Verformung unter Druck auswirkt. Dabei kann die Reibung bei zunehmendem Druck proportional dem Quadrat der mittleren spezifischen Pressung ansteigen. Der Betriebsdruck bestimmt die Größe des Spaltes unter der Dichtung und damit die Schmierfilmdicke. Er wirkt sich daher je nach Dichtungsform unterschiedlich aus. So steigt die Reibung bei O-Ringen verhältnismäßig mit zunehmendem Druck, wäh- rend sie bei Lippendichtungen durch den radial auf sie wir- kenden Druck steiler ansteigt. Bei dieser Dichtungsform können auch Detalls in der Formgebung schon beträchtliche Unterschie- de in der Reibung verursachen. Da jedoch die Reibung nur zu einem Teil von der Höhe des Ar- beitsdrucks abhängt, ist es vor allem bei niedrigem Druck wich- tig, sie so klein wie möglich zu halten. Dies gelingt jedoch nur in beschränktem Maße, da mit der Ver- ringerung der Anpreßkraft automatisch eine Vergrößerung der Leckage verbunden ist. Zwar läßt sich diese Abhängigkeit in gewissen Grenzen durch die Formgebung der Dichtungen be- einflussen, doch muß man sich oft zwischen geringer Reibung und hoher Dichtheit entscheiden. Dazu kann eine unzulängliche Formbeständigkeit kommen, die vom Quellverhalten im Druckmedium abhängt. Eine ausreichende Schmierung, die natürlich auch bei diesem Reibungsproblem wichtig ist, scheint bei Mineralöl als Druck- flüssigkeit sichergestellt zu sein. Dabei spielt aber nicht nur die Zähigkeit des Mediums, sondern wiederum auch die Form der.

Dichtung eine Rolle, da sie unter anderem die Schmierfilmdicke beeinflußt. Im ungünstigsten Fall kann die Dichtung trotz gut schmierendem Medium trocken laufen, weil der Schmierfilm abgestreift wurde. Sie ist dann zwar sehr dicht, wird aber auch schneller abgenutzt. Andererseits kann bei Dichtungen eine gute Schmierung, d. h. ein ausreichend dicker Schmierfilm, eine un- erwünschte Leckage verursachen. Optimale Bedingungen ergeben sich mit einem relativ dünnen Schmierfilm mit ausreichender Haftfestigkeit. Die steigende Kolbengeschwindigkeit wirkt sich prinzipiell po- sitiv aus, da dadurch die Reibung abnimmt. Allerdings gibt es hier sehr große Unterschiede in den Absolutwerten, je nachdem, wie stark der Schmierfilm abgestreift wird. Die Abnahme der Reibung wird darauf zurückgeführt, dass sich bei größerer Geschwindig- keit ein tragfähiger Schmierfilm ausbildet. Das trifft übrigens auch auf härtere Werkstoffe zu. Während im Bereich niedriger Geschwindigkeit die Reibwerte bei verschiedenen Drücken stark differieren, gleichen sie sich bei hoher Geschwindigkeit an. Dass der Durchmesser der Dichtung die Reibung beeinflußt, ist ohne weiteres einzusehen, da die Reiboberfläche größer wird. Ebenso wirkt auch die Oberflächenrauhigkeit der metallischen Dichtflächen. Je größer sie ist, desto mehr metallische Inseln entstehen, so dass man wieder im Mischreibungsgebiet arbei- tet.

Wie in vielen anderen Bereichen ist auch bei Elastomerdichtun- gen die Reibung aus der Ruhe z. T. beträchtlich größer als die in der Bewegung. Hier spielt neben Werkstoff- und Formeinflüssen, Haftfähigkeit und Verpressung sowie der Oberflächenbeschaffen- heit die Stillstandszeit eine Rolle. Je größer sie war, desto mehr Öl wurde durch die Vorspannung aus der Dichtfläche gequetscht. Dadurch nähern sich die Werte für die Anfahrreibung denen der trockenen Reibung, die bis zum Zehnfachen der Reibung in der Bewegung ansteigen können (Bild 6.17 und Bild 6.18). Unter gleichen Bedingungen ist die Reibung bei hoher Tempe- ratur (= niedriger Viskosität) höher, weil der Schmierfilm öfter unterbrochen wird.

Einige der wichtigsten Abhängigkeiten sind aus dem Bild 6.19 zu ersehen, wo die Reibung als Funktion von Druck und Ge- schwindigkeit dargestellt wird. Das in Bild 6.19 gezeigte Reib- kraftdiagramm gilt nur für eine spezifische Dichtung in einem Einsatzfall. Für jede andere Dichtung und Anwendung ändern sich die Abhängigkeiten. Auch das Ruckgleiten (Stick-Slip Effekt) hängt von den Rei- bungsverhältnissen an der Dichtfläche ab. Da hierbei die Rei- bung oder – besser gesagt – der Unterschied zwischen Haft- und Gleitreibung eine wichtige Rolle spielt, hängt diese Erscheinung auch mit der Verwendung bzw. der Auswahl von Dichtungen aus Elastomeren zusammen, bei denen dieser Unterschied beson- ders groß ist. Für das Entstehen des Ruckgleitens müssen drei Bedingungen zusammentreffen:
Man kann zur Erklärung des Vorgangs beim Stick-Slip ein Er- satzbild nach Bild 6.20 benutzen: Um eine Masse m aus der Ruhe in Bewegung zu setzen, muß durch eine Kraft F1 die Haftreibung µH überwunden werden. Dabei wird die Feder ent- sprechend vorgespannt. Mit zunehmender Gleitgeschwindigkeit sinkt der Reibwert auf µG und die Kraft auf F2 ab. Der in der Feder gespeicherte Kraftanteil beschleunigt die Masse noch weiter. Ist er aufgebraucht, tritt eine Verzögerung ein, die mit dem Anstei- gen des Reibwertes in Richtung µH verbunden ist. Dies erfordert wiederum ein Ansteigen der Kraft auf einen Wert nahe F1, womit sich der Vorgang wiederholt.

Bei diesem Vorgang entscheidet daher eine bestimmte Relation zwischen Dichtungsreibung und der an der Bewegung betei- ligten Masse (Kolben und Last) mit ihrer Gleitgeschwindigkeit. Von diesen drei Größen kann man in der Regel nur die Reibung beeinflussen. Das bedeutet eine gute Abstimmung zwischen Dichtung, Schmierfilm und Gegenfläche mit möglichst niedriger Gleitreibung und günstiger Haftreibung. Gewisse Verbesserun- gen kann man auch durch Erhöhung der Steifigkeit des Systems erzielen. Das heißt auf der Hydraulikseite ein möglichst kleines Volumen unter Druck. Durch den abreißenden Schmierfilm wird die Dichtung auch zu radialen Schwingungen angeregt. Es konnte beobachtet werden, dass bei Ölen mit gutem Benetzungsvermögen diese Erscheinungen bei den gleichen Dichtungen und den gleichen Betriebsbedingungen nicht auftraten. Dichten gegen Luft Im Prinzip gelten hier die gleichen Verhältnisse wie bei den Hydraulikdichtungen, nur sind manche Randbedingungen bei Pneumatikdichtungen erheblich verschärft. . Das gilt vor allem für die ungünstigeren Schmierverhältnisse, die nur bei der nicht. mehr erwünschten Ölnebelschmierung einigermaßen vergleich-bar sind, da der Schmierfilm durch ständige Zufuhr von neuem Schmiermittel laufend ergänzt wird. Liegt dagegen Fettschmierung vor, kann sich der Schmierfilm nicht mehr erneuern, da keine neuen Schmierstoffe eingebracht werden. Er wird im Gegenteil durch Abtrag der Dichtlippen von Hub zu Hub kleiner. Dieser Prozeß des „Schmierfilmverschlei- ßes“ hängt neben der Dicke des Ausgangsfilms von Form und Gleitgeschwindigkeit der Kolbendichtung ab (Bild 6.21). Daraus ergibt sich einmal, dass auch hier die Restfilmdicke um so kleiner ist, je niedriger man die Gleitgeschwindigkeit wählt. Obwohl dieser Schmierfilmabtrag bei O-Ringen vergleichsweise gering ist, die bei der Montage eingebrachte Schmierstoffschicht nach einigen Hüben und niedriger Geschwindigkeit so weit ab- getragen sein, dass sich zu keiner Zeit des Betriebs mehr ein hydrodynamischer Schmierfilm an den Laufflächen einstellen kann Dieser Schmierfilmverschleiß setzt sich bei größeren Hubzahlen so lange fort, bis es zur direkten Berührung zwischen Dichtung und metallischer Gleitfläche kommt. Das bedeutet, dass sich die Dichtung nach einiger Zeit in einem relativ hohen Mischreibungszustand bewegt mit der Folge einer Erhöhung der Reibung und des Dichtungsverschleißes. Für Pneumatik-Dichtungen wurden da- her abgerundete Dichtkanten entwickelt, die den Schmierfilm nicht mehr bzw. nicht mehr so stark abstreifen. Das wirkt sich zwar nur wenig auf die Haftreibung, dagegen sehr deutlich auf die Gleitreibung aus.

Wenn langsame Kolbengeschwindigkeiten von Pneumatikzy- lindern durch Drosselung der Zuluft erreicht werden, tritt das Ruckgleiten (Stick-Slip) besonders leicht auf. Hier wirken sich eine scharfe Dichtkante und kurze Dichtlippe ungünstig aus. Ebenso begünstigt eine rauhere Oberfläche des metallischen Gleitpartners diesen Grenzzustand. Zu ebene, polierte Oberflä- chen begünstigen jedoch ebenfalls dieses Ruckgleiten.


Verschleiß Reibung verursacht Verschleiß. Die Reibung kann im Vorfeld einer Dichtungsauslegung berechnet bzw. abgeschätzt werden. Uber den damit verbundenen zu erwartenden Verschleiß dieser Dichtung sind dagegen nur unvollkommene Voraussagen mög- lich. Der Verschleiß beeinflußt entscheidend die Betriebsdauer und damit den Wartungs-Aufwand einer Anlage.
Da bei den heutigen Anforderungen an die Dichtheit der hydro- dynamische Bereich der Schmierung durch erhöhte Abstreifwir- kung weitgehend unterdrückt wird, arbeiten die Dichtungen stets im Mischreibungsgebiet.Dadurch wird ihr Verschleißverhalten bestimmt von:
Verschleiß in fluidischen Anlagen kann in vier Arten unterteilt werden: Der Freßverschleiß entsteht durch metallischen Kontakt, wenn Mischreibung vorliegt und beide Metalle zu Mischkristallbildung neigen. Hier wirken HLP-Öle vorbeugend, die entsprechende Wirkstoffe enthalten. Diese Wirkstoffe sind jedoch wirkungslos bei der Paarung Gummi/Stahl bzw. Metall. Der Ermüdungsverschleiß äußert sich durch Gefügelockerun- gen und ausbrüche und ist meist eine Folge von pulsierenden Lastwechseln. Der Korrosionsverschleiß tritt meist in Form von Rost auf. Auch zu seiner Verringerung gibt es Wirkstoffzusätze. Alle drei Verschleißarten kommen zwar bei Dichtungen nicht vor, aber ihre Verschleißprodukte können den Dichtungsverschleiß för- dern, wenn sie bis zu ihr gelangen. Dagegen tritt der Abriebverschleiß sowohl an metallischen Teilen als auch an Dichtungen auf. Bei Metallen wird er durch harte Werkstoffe bzw. durch harte Fremdkörper im Druckmedium verursacht. Bei den Dichtungen ist meist die Oberflächenrauhigkeit der Gegenfläche die Ursache dafür, dass an der vergleichsweise weichen Elastomer-Oberfläche Teilchen abgetragen werden.
Um einen einwandfreien Dichtvorgang zu erhalten, müssen sta- bile Gleitbedingungen im Dichtspalt geschaffen werden. Dies ist jedoch mitunter schwierig, da die daran beteiligten Kenngrößen häufig gegenläufig wirken. Ausgangsgröße ist stets der Schmierfilm im Dichtspalt. Zur Ab- schätzung von Reibung, Betriebsdauer und Leckverhalten ist daher die Kenntnis der Schmierspalthöhe und ihre im Betrieb auftretenden Veränderungen sehr wichtig. Um die Reibung möglichst gering zu halten, sollte der Schmierfilm ausreichend ausgebildet sein. Dann aber leckt die Dichtstelle, weil der Film beim Rücklauf abgestreift wird. Das andere Extrem, eine Dicht- stelle ohne Schmierfilm, ist wegen der hohen Reibung ebenfalls problematisch. Dichtwirkung und Reibung stehen also in umge- kehrtem Verhältnis zueinander. Es ist bekannt, dass nicht nur die Höhe und Länge des Dichtspalts eine Rolle spielen, sondern auch die Härte der Dichtung. Sie ist verantwortlich dafür, dass die Dichtungen unter der Wirkung des Drucks im Schmierfilm nachgeben, wobei ohne Zweifel die augenblickliche Viskosität des Druckmediums sehr wichtig ist. Man weiß noch nicht ausreichend, in welcher Weise und mit wel- chen Folgen der Schmierfilm beeinflußt wird. Einerseits begüns- tigt ein weicher Werkstoff einen dickeren Film. Dem steht jedoch das unterschiedliche Verhalten harter und weicher Dichtungen bei hohen Geschwindigkeiten gegenüber, bei denen der harte Werkstoff die Ausbildung des Schmierfilms fördert, während der weiche die Filmbildung durch zu starkes Anliegen an die Gegen- fläche stört. Nun ist dieser Schmierfilm nur ein – wenn auch wichtiger – Ein- flußfaktor auf die Reibung einer Dichtung. Weitere Faktoren wie Werkstoff, Dichtungsform, Druck, Geschwindigkeit, Bewegungs- richtung usw. kommen noch hinzu. Sie sind meist in ihrer Größe ebenfalls schwer zu erfassen und noch schwerer zu reproduzie- ren. Es ist daher verständlich, wenn Dichtungshersteller ihren Kunden zahlenmäßige Angaben über die Reibung bestimmter Dichtungen und den damit verbundenen Verschleiß bzw. die zu erwartende Betriebsdauer nur machen können, wenn alle Betriebsparameter reproduzierbar erfaßt werden. Dies schließt eine Verallgemeinerung von Meßwerten aus Prüfstandsläufen aus. Die Randbedingungen der Versuche können nie vollständig mit denen der jeweiligen Anwendung übereinstimmen.
Die Reißdehnung (Bruchdehnung) ist die Dehnung im Augen- blick des Zerreißens einer Normprobe, ausgedrückt in Prozent zu einer Ausgangslänge vor der Dehnung. Die Prüfung erfolgt nach DIN 53 504. Der Wert der Reißdehnung kann für die Beurteilung bestimmter Montagesituationen und das dabei notwendige Aufweiten vor allem von kleinen O-Ringen herangezogen werden. An Fertigtei- len ist die Reißdehnung gegenüber den Werten an Normproben wegen des zu berücksichtigenden Formfaktors geringer.
Die Reißfestigkeit (oder Zerreiß-, Bruch-, Zugfestigkeit) ist die zum Zerreißen einer Normprobe aufzuwendende Kraft N/mm2 bezogen auf den Probenquerschnitt in N/m2. Die Dehngeschwin- digkeiten sind in der DlN-Norm festgelegt:
500 mm/min für die Normringe und den S1-Normstab 200 mm/min für S2, S3 und S3A-Normstäbe.
Die Prüfung erfolgt nach DIN 53 504.
Auf die Praxis bezogen sagt diese Eigenschaft wenig aus, weil O-Ringe kaum auf Reißfestigkeit beansprucht werden. Auch hier gilt, wie bei der Reißdehnung, die Formabhängigkeit. O-Ringe und Stützringe erreichen die an Normproben ermittelten Werte möglicherweise an Teilen mit kleinem Innendurchmesser nicht.
Unter Spannungsrelaxation bei Elastomeren versteht man den Abbau von Spannungen im verformten Elastomer durch physika- lische und chemische Vorgänge. Die Reduzierung der Spannung äußert sich z.B. in der im Laufe der Zeit zurückgehenden Eigen- dichtkraft bei O-Ringen. Wie der Druckverformungsrest hängt die Spannungsrelaxation von Elastomertyp, Mischungsaufbau, Verarbeitungsparametern, Verformung, Materialdicke, Zeit, Temperatur und Medieneinwir- kung ab. Für die Messung der Spannungsrelaxation unter Laborbedingun- gen existiert eine Vielzahl an Prüfnormen und –vorrichtungen. Die gebräuchlichsten Prüfnormen sind DIN 53537, ISO 3384 und ASTM D 6147. Man unterscheidet zwischen kontinuierlicher und diskontinuierlicher Messung. Bei der kontinuierlichen Messung wird die Rückstellkraft ständig online gemessen, während bei der diskontinuierlichen Messung die Probe zur Messung der Rückstellkraft aus der Verformungsvorrichtung entnommen werden muss. Da die unterschiedlichen Prüfverfahren deutlich verschiedene Ergebnisse liefern, sind jeweils nur Ergebnisse, die unter exakt gleichen Bedingungen gemessen wurden miteinander vergleich- bar. Die Werte der Spannungsrelaxation haben hinsichtlich der Beurteilung des Leistungsvermögens einer Dichtung eine noch höhere Aussagekraft als der Druckverformungsrest, da bei der Spannungsrelaxation die verbleibende Dichtkraft gemessen wird und nicht die bleibende Verformung. Eine fundierte Aussage über die Dichtfunktion in der Praxis ist auch mit den Ergebnissen einer Spannungsrelaxationsmessung nur unter Berücksichtigung der Anwendungsbedingungen möglich.
Zur Beurteilung des elastischen Verhaltens von Elastomeren dient die Stoß- oder Rückprallelastizität. Die Prüfung erfolgt nach DIN 53 512. Diese Prüfung vermittelt Anhaltspunkte für das dynamische Ver- halten und die Gummieigenschaft, nach stoßartiger Belastung wieder elastisch in die Ausgangslage zurückzugehen. Im Kapitel 7.11 wird in Abhängigkeit von der Temperatur und nach Kenntnis der Stoßelastizität, der Härte und des Druckverformungsrestes die Kälteflexibilität beurteilt.
Elastomere verlieren ab einer gewissen Strahlendosis ihr elas- tisches Verhalten. Aufgenommene Strahlung ist eine Form von Energiezufuhr, unter der eine Vemetzung oder ein Abbau der Polymerketten eintritt. Mit steigender Strahlenmenge nimmt die Vernetzungsdichte zu. Dadurch nehmen die Zerreißfestigkeit und die Reißdehnung ab, die Härte und der Modul dagegen zu. Bei weiter anhaltender Strahlung wird das Material brüchig (im Gegensatz dazu wird Butyl-Kautschuk, IIR, weich und klebrig). Für die Elastomere gilt allgemein eine Strahlenbeständigkeit von 1 M rad = 106 rad, ohne Verlust der elastischen Eigenschaften. 1 M rad entspricht der aufgenommenen Strahlung und ist für die überwiegenden Anwendungen die erst nach Jahren erreichte Menge. Bei 10 M rad = 107 rad verändern sich die Eigenschaften der Werkstoffe. Dabei ist zu prüfen, in welcher Weise die Dich- tung beansprucht wird, um die jeweilige Änderung zu beurteilen. Bei O-Ringen ist die Änderung des Druckverformungsrestes sicherlich am wichtigsten. Am besten geeignet ist EPDM. Weil der Werkstoff nicht nur der Strahlung ausgesetzt ist, son- dern mit den unterschiedlichsten Medien in Berührung kommt, gilt auch hier die Erfassung der Parameter Medium, Temperatur, Druck usw., um dadurch einen geeigneten Werkstoff auszuwäh- len und zusätzlich die Beständigkeit gegen Strahlung zu berück- sichtigen.



Der O-Ring-Querschnitt wird im eingebauten Zustand verformt und leitet dadurch den Dichtvorgang an den Anlageflächen ein. Die Mindestverpressung ist vom Anwendungsfall abhängig. Zu geringe Verformung kann 100% Druckverformungsrest nach kurzer Zeit ergeben. Eine zu hohe Verpressung führt zu einer zu hohen prozentualen bleibenden Verformung. Im bewegten Einsatz kann der O-Ring bei höherer Verformung größere Reibkräfte und Erwärmung erzeugen. Bei Anwendung der Bilder 6.30 bis 6.32 werden Dehnung, die Querschnittsverringerung und Metalltoleranzen berücksichtigt und die Abdichtung unter normalen Bedingungen erreicht. In Sonderanwendungen können die Vorgaben abweichen. Einflüsse wie erhöhte Dehnung und Querschnittsverringerung, Temperatureinflüsse, „atmende“ Bauteile oder Exzentrizität sind zu berücksichtigen.



Das Berechnungsbeispiel zeigt den Einfluß der Dehnung des O-Rings sowie der möglichen Exzentrizität der Maschinenteile auf die diametrale Verformung und damit auf die Dichtfunktion des O-Rings.
O-Ringe kommen mit den verschiedensten Medien in Berührung. Kontaktmedien, ob Gase, Dämpfe oder Flüssigkeiten, können in den Gummi eindringen und auf ihn einwirken. Dabei unterschei- det man zwischen zwei Arten von Einwirkungen:
Bei einer physikalischen Einwirkung laufen zwei Vorgänge gleichzeitig ab:
Das Ergebnis ist eine Volumenänderung, d. h. eine Quellung, wenn (a) größer als (b) ist oder eine Schrumpfung, wenn (b) größer als (a) ist. Die Höhe der Volumenänderung hängt in ers- ter Linie von der Art des einwirkenden Mediums, vom Aufbau der Gummimischung, von der Temperatur, von der geometri- schen Form (Materialdicke) und dem Spannungszustand des Gummiteils ab. In eingespanntem Zustand quillt der Gummi bedeutend weniger (u. U. bis zu 50%) als in freiem Zustand, wie es bei den Quellprüfungen der Fall ist. Da die Elastomere eine vernetzte Struktur aufweisen, ist die Quellung begrenzt. Sie erreicht einen Grenzwert und ändert sich dann nicht mehr.
Jede Volumenänderung, ob Quellung oder Schrumpfung, ist mit Änderungen der mechanischen Eigenschaften des Elastomers wie Härte, Elastizität, Zugfestigkeit, Bruchdehnung und Tief- temperaturverhalten verbunden. Diese Veränderungen können je nach ihrer Größenordnung die Funktion des verwendeten Elastomerteils erheblich beeinträchtigen oder sogar bis zur völli- gen Zerstörung des Gummiwerkstoffes führen. Eine zusätzliche Information für Mineralöle enthält Kapitel 6.7 „Elastomere Ver- träglichkeits-Index“.
Bei einer chemischen Einwirkung reagiert das Medium che-misch mit dem Elastomer, das dadurch Strukturveränderungen (z. B. Weitervernetzung oder Abbau) erfährt. Selbst geringfügige chemische Veränderungen können zu entscheidenden Ände- rungen seiner physikalischen Eigenschaften (z. B. Brüchigkeit) führen. Aus diesem Grund ist vor jedem Einsatzfall eine Abstim- mung zwischen Medium und Werkstoff unbedingt erforderlich. Die Kenntnis der Eigenschaftsänderungen ermöglicht es, die Eignung oder Nicht-Eignung eines gegebenen Elastomers für ein bestimmtes Medium qualitativ abzuschätzen. Zusätzliche Informationen enthält die Medienbeständigkeitstabelle, Bestell Nr. 5703 G
Der Weiterreißwiderstand (N/mm) ist die maximale Kraft, die ein definiert eingeschnittener Normkörper dem Weiterreißen entge-gensetzt. Die Prüfung erfolgt mit der Streifenprobe oder mit der Winkelprobe nach DIN ISO 34-1.
Der Weiterreißwiderstand ist ein Maß für die Empfindlichkeit gegen Kerben, die beispielsweise durch Schmutzpartikel oder durch Montagefehler entstehen können.
Bezeichnet die bleibende Formänderung einer unter besti
Schnelle Lieferung im .png)
Wettbewerbsfähige Preisen
Ab Lager verfügbar
Technische Unterstützung